


Formy silikonowe do zastosowań odlewania próżniowego mogą być tworzone przy wykorzystaniu silikonów RTV (Room Temperature Vulcanisation). Zastosowanie silikonu pozwala na odlew znacznie niższym kosztem, niż w przypadku formy aluminiowej, a także w wysokiej jakości.
DIY
Vacuum casting – część 2. Tworzenie form i odlew
Formy silikonowe do zastosowań odlewania
próżniowego mogą być tworzone przy wykorzystaniu silikonów RTV (Room
Temperature Vulcanisation). Zastosowanie silikonu pozwala na odlew znacznie
niższym kosztem, niż w przypadku formy aluminiowej, a także w wysokiej
jakości. W zależności od geometrii, ilość elementów mogących zostać odlanych z
jednej formy silikonowej to około 20-40 sztuk. Elementy o kształtach
przystosowanych do odlewów (posiadające pochylenia odlewnicze, o niskiej
chropowatości powierzchni stykającej się z formą) pozwalają na odlanie większej
ilości sztuk. Istotny wpływ na żywotność formy ma także twardość silikonu po
zastygnięciu. Im silikon jest twardszy tym więcej elementów można w nim odlać
bez uszkodzenia formy. Jednocześnie wyższa twardość silikonu zmniejsza jego elastyczność
i utrudnia wyciągnięcie odlewu z formy.
Do odlewów został wykorzystany silikon
SILIFORM 25 o twardości 25 A (po polimeryzacji) w skali Shore’a z niebieskim
katalizatorem, który umożliwia rozformowanie po 6 do 24 godzin, a czas
jego użytkowania podczas procesu wlewania do formy wynosi 30 do 50 minut.
Producent oferuje także katalizator czerwony, którego czas użytkowania to około
15 minut, a czas do rozformowania to 2 do 5 godzin. Wymienione dane zostały
zmierzone w warunkach 25o Celsjusza oraz 65% wilgotności względnej.
Pierwszą wykonaną czynnością było utworzenie pojemnika ograniczającego wlewany
silikon. W tym celu wykorzystano folie PET 0,3 mm pochodzącą z odpadów
produkcyjnych, płytę HDF wyciętą laserowo oraz jednostronną taśmę klejącą (rys.
1).
Rys. 1. Elementy potrzebne do proponowanego tworzenia form: zszywacz biurowy, folia PET, taśma klejąca, płyta HDF. Dodatkowo może zostać zastosowana taśma klejąca dwustronna, aby unieruchomić model prototypowy na czas odlewu.
Ukształtowanie pojemnika przy wykorzystaniu
elastycznej folii PET pozwala na szybkie i tanie utworzenie ścianki
ograniczającej pozbawionej narożników (rys. 2).
 Rys. 2. Utworzony pojemnik gotowy do
zalania silikonem.
Rys. 2. Utworzony pojemnik gotowy do
zalania silikonem.
Możliwe jest cięcie folii PET 0,3 mm
nożyczkami, aby przyspieszyć proces. Brak narożników pozwoli na kontrolowanie
nadlewu przy wykorzystaniu taśmy klejącej naklejonej wokół formy wraz z
utrzymaniem jej właściwego kształtu po rozcięciu.
Do przygotowanego pojemnika włożono
przygotowany model prototypowy. Aby zapobiec jego przesunięciu podczas
nalewania silikonu, spód modelu został przyklejony taśmą dwustronną. Silikon
został odmierzony z katalizatorem w stosunku 100 g silikonu do 3 g katalizatora,
a następnie ręcznie wymieszany. Następnie pojemnik zamknięto w komorze
próżniowej i zaczęto wypompowywać z niej powietrze. Wybrano pojemnik o wysokości
znacznie przewyższającej poziom silikonu, aby uniknąć jego wydostania się z pojemnika
podczas umieszczenia w komorze próżniowej (rys. 3).
Po procesie odpowietrzenia silikonu w
próżni trwającym 3 minuty, wyrównano ciśnienie w komorze próżniowej z
ciśnieniem atmosferycznym i wyjęto pojemnik. Następnie wlano silikon do formy.
Proces wlewania odbył się przez powolne nalewanie silikonu po ściance pojemnika
z modelem prototypowym, aby uniknąć tworzenia uwięzionych pęcherzy powietrza w
silikonie (rys. 4). Zalaną formę zostawiono na czas 24 h.
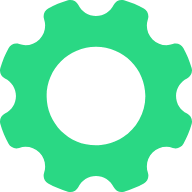
Rys. 3. Silikon RTV w pojemniku na
wadze przed dodaniem katalizatora.
 Rys. 4. Wlewanie odpowietrzonego
silikonu RTV do pojemnika z modelem prototypowym.
Rys. 4. Wlewanie odpowietrzonego
silikonu RTV do pojemnika z modelem prototypowym.
Po utwardzeniu się silikonu usunięto pojemnik
ograniczający i przystąpiono rozcinania oraz obróbki formy w celu wyjęcia
modelu prototypowego Rys. 5 i 6.
 Rys. 5. Forma oddzielona od
pojemnika, przygotowana do rozcięcia.
Rys. 5. Forma oddzielona od
pojemnika, przygotowana do rozcięcia.
 Rys. 6. Forma po rozcięciu, przed
wyjęciem modelu prototypowego.
Rys. 6. Forma po rozcięciu, przed
wyjęciem modelu prototypowego.
 Rys. 7. Forma oraz model prototypowy
po rozdzieleniu.
Rys. 7. Forma oraz model prototypowy
po rozdzieleniu.
Kolejnym etapem jest sprawdzenie
poprawności geometrii formy – wykonanie odlewu z materiału odlewniczego. W
tym celu użyto żywicy poliuretanowej MC 10B oraz utwardzacza NEUKADUR Härter
ISO 2. Formę silikonową oklejono taśmą klejącą (rys. 8). Zastosowano naddatek z
taśmy klejącej, aby żywica mogła się zebrać ponad formą bez rozlewania na boki.
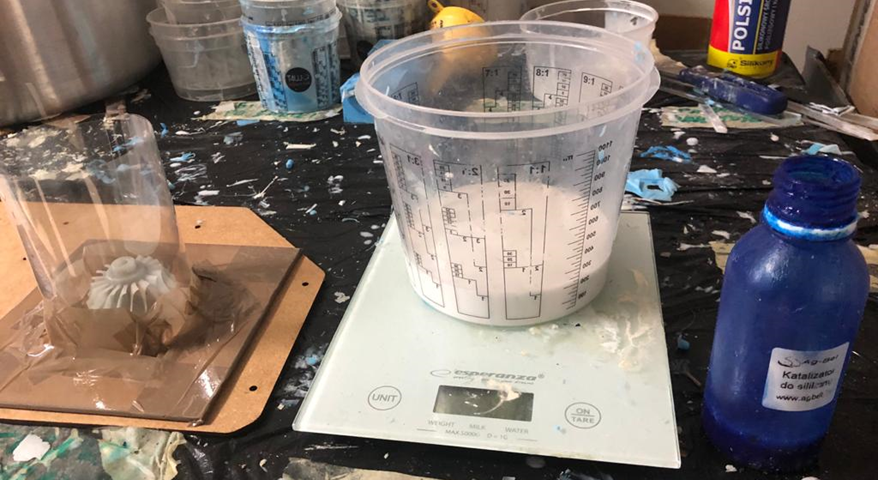
Rys. 8. Stanowisko przygotowane do odmierzenia i zmieszania żywicy poliuretanowej z utwardzaczem oraz do zalania formy.
Żywica zebrana nad formą stanowić
będzie objętość w której będą zbierały się pęcherze powietrza wydostające się z
formy. Żywicę z utwardzaczem odmierzono i zmieszano w stosunku 1:1 o
łącznej wadze 40 gramów. Wymierzoną wagę oszacowano z symulacji modelu na rys.
93 wraz z naddatkiem. Następnie wlano żywicę do formy (rys. 9) i umieszczono
w próżni (rys. 10), aż do momentu gdy pęcherze powietrza na powierzchni żywicy
przestały być widoczne.
 Rys. 9. Wlewanie materiału
odlewniczego do formy silikonowej przez otwory wlewowe.
Rys. 9. Wlewanie materiału
odlewniczego do formy silikonowej przez otwory wlewowe.
 Rys. 10. Pęcherze powietrza widoczne
na powierzchni materiału odlewniczego w próżni.
Rys. 10. Pęcherze powietrza widoczne
na powierzchni materiału odlewniczego w próżni.
Formę wyjęto z komory próżniowej i pozostawiono do utwardzenia się żywicy. Po około 24 godzinach wyjęto odlany element (rys. 11 i 12). Według informacji dostarczonych przez producenta, element powinien być gotowy do rozformowania już po 20 minutach. Materiał odlewniczy utwardzony w miejscu otworów wlewowych oraz otworów odpowietrzających został usunięty, a powierzchnia podstawy elementu zeszlifowana ręcznie papierem ściernym. W odlewie były widoczne niewielkie naddatki w miejscu łączenia form.
 Rys. 11. Rozformowanie odlewanego
elementu.
Rys. 11. Rozformowanie odlewanego
elementu.
 Rys. 12. Odlany element.
Rys. 12. Odlany element.
Autor: Jakub Gajewski, zespół wytwarzaj.pl


Zobacz również

DIY
Vacuum casting – część 2. Tworzenie form i odlew
Mechanika
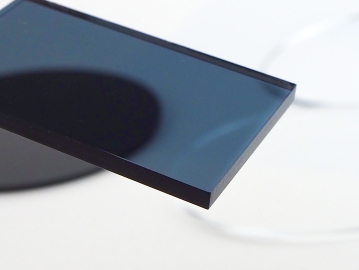
Plexi wylewana, a plexi ekstrudowana
Plexi (Polimetakrylan Metylu) daje naprawdę wiele możliwości i jest świetnym tworzywem sztucznym do zastosowań technicznych, jak i dekoracyjnych. Nie każdy wie, że PMMA dzieli się na wylewane oraz ekstrudowane, a każda z tych odmian ma inne właściwości i zastosowania.

DIY
Vacuum casting – część 1. Druk 3D modeli prototypowych
Technologia druku 3D LCD posiada szereg zalet umożliwiających wykorzystanie jej do tworzenia modeli prototypowych w zastosowaniach odlewania próżniowego. Jej główną cechą jest dokładność i szybkość. Obecnie stosowane ekrany LCD 4K lub 8K pozwalają na uzyskanie dokładności rzędu 35 μm w płaszczyźnie XY, a same napędy pionowe do 10 mikrometrów w osi Z.